
צריבה פוטוכימית
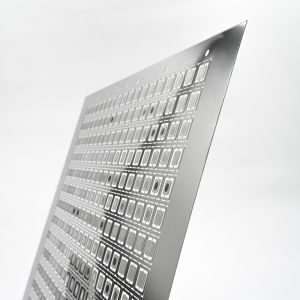
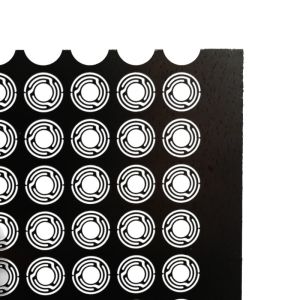
מטאליטק מספקת שירותי צריבה פוטוכימית (Photo Etching) ע"י ייצור רכיבים מתכתיים מדויקים באמצעות תהליכי פוטו‑אצ'ינג וחריטה כימית, המאפשרים יצירת דפוסים מורכבים, פרטים מיניאטוריים ועובי אחיד במגוון מתכות. הטכנולוגיה מתאימה במיוחד ליישומים בתעשיות המדיקל, האלקטרוניקה והמיקרו‑מכניקה, בהם נדרשים דיוק גבוה, חזרתיות ואיכות תהליכית.
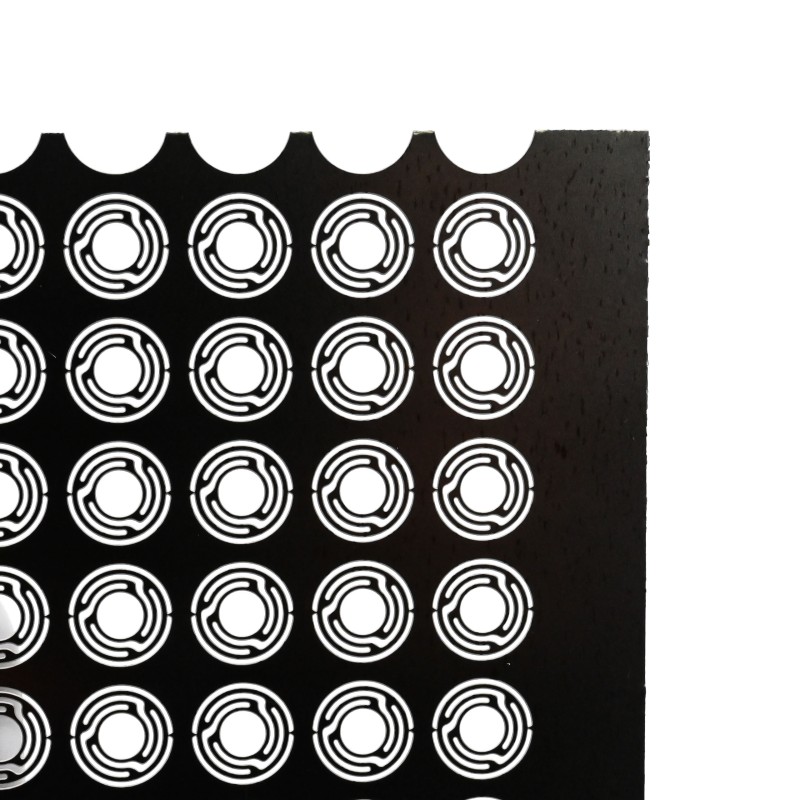
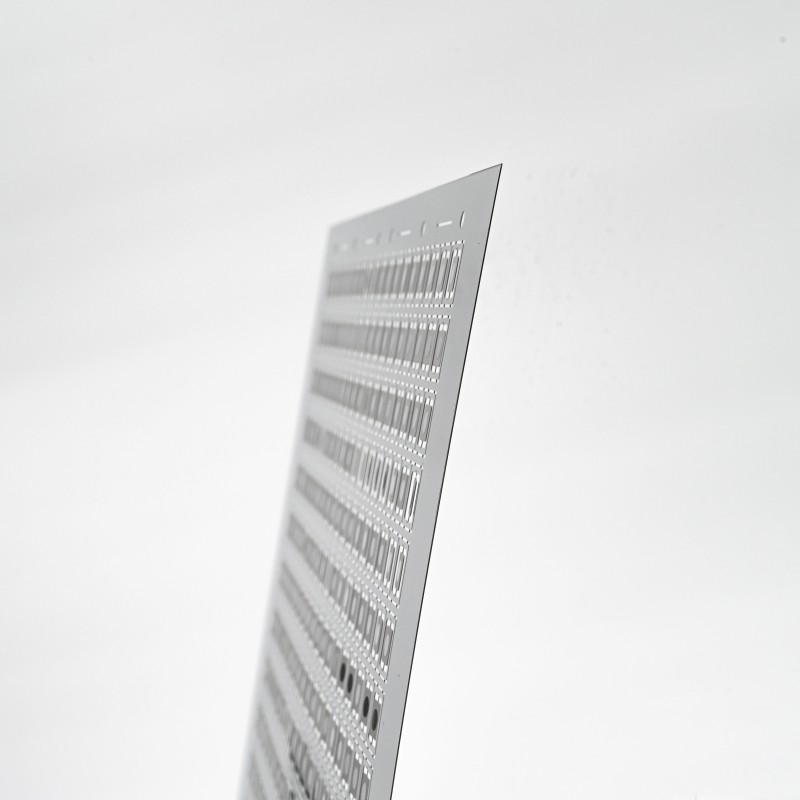
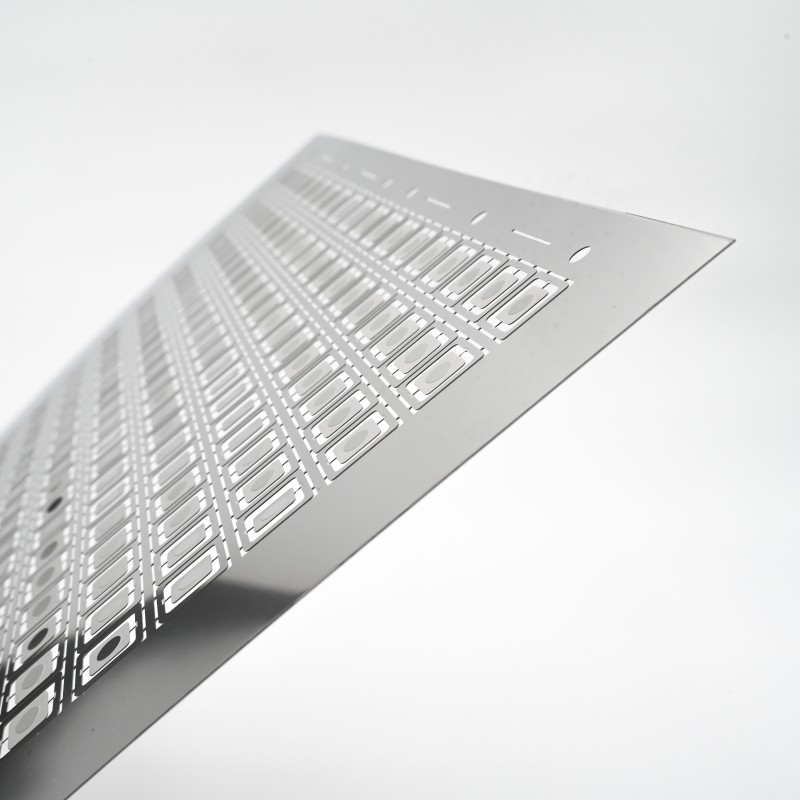
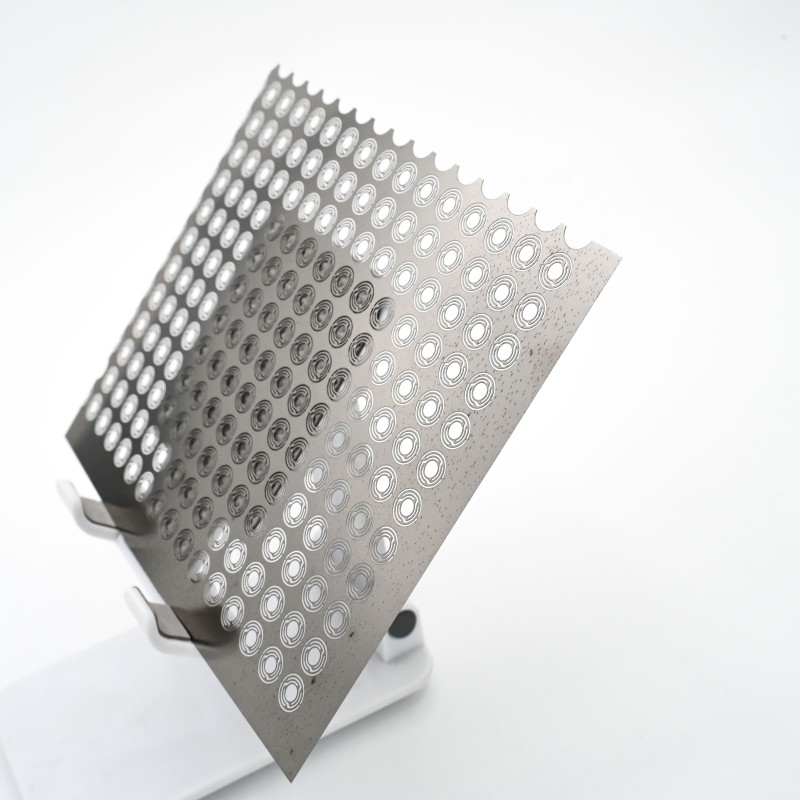
צריבה פוטוכימית (Photo Etching) הידוע גם בשם Chemical Etching הוא תהליך לייצור רכיבים מתכתיים מדויקים באמצעות הקרנה של אור UV על שכבת פוטורזיסט שמונחת על חומר מתכתי. בשלב הראשון, מצפים את המשטח המתכתי בשכבת פוטורזיסט (מצע רגיש לאור). לאחר מכן, מייצרים מסכה עם דפוסים מדויקים ומניחים אותה מעל הפוטורזיסט. כאשר מקרינים את האור, האזורים החשופים לפוטורזיסט מתקשים בעוד שהאזורים המוגנים נשארים רכים. בשלב הבא, מסירים את הפוטורזיסט הרך באמצעות תהליך פיתוח, ובכך נחשפים האזורים שאמורים לעבור אצ'ינג. החומר המתכתי עובר תהליך חריטה כימית שבו מסיר נוזל כימי את המתכת מהאזורים החשופים. התוצאה היא רכיב מתכתי מדויק ומפורט על פי הדפוס המקורי של המסכה. החריטה הכימית מאפשרת יצירת דפוסים מורכבים ומדויקים במגוון רחב של מתכות, כמו נירוסטה, נחושת ואלומיניום, ומספקת יתרונות כגון דיוק גבוה, יכולת יצירת פרטים קטנים, ואחידות בעובי החומר המוסר. השימוש בטכנולוגיה הזו נפוץ במספר רב של תעשיות. לדוגמה לייצור רכיבים מדויקים למכשור רפואי כגון שתלים, כלי ניתוח, מיקרו רכיבים כעזרי שמיעה, סנסורים רפואיים ועוד. מעבר לכך, תהליכים אלו נפוצים גם בתעשיות האלקטרוניקה, תעופה וחלל, וייצור רכיבי מיקרו-מכאניקה.

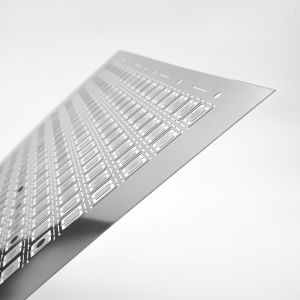
מאפייני דיוק
אחד המאפיינים המרכזיים של טכנולוגיות אלו הוא הדיוק הגבוה שהן מאפשרות. תהליכי הפוטו-אצ'ינג והחריטה הכימית מאפשרים יצירת דפוסים מורכבים ומדויקים בעובי אחיד ומינימלי, עם יכולת לייצר פרטים קטנים מאוד שאינם ניתנים להשגה בשיטות ייצור מסורתיות
יתרונות ומגבלות
יתרונות:
- דיוק גבוה: אפשרות לייצר דפוסים מדויקים ומורכבים
- ייצור רכיבים מיניאטוריים ללא מאמצים פנימיים וללא צורך בהסדרת גרדים
- עבודה עם חומרים ביו-קומפטביליים (Bio-Compatible)
- יכולת ייצור עם Foil בעובי מינימאלי של עד כדי 0.01 מ"מ.
- אחידות בעובי החומר המוסר - מבטיחה שמירה על עובי אחיד לאורך כל הרכיב.
- יכולת ייצור במסות גדולות: תהליכים אלו מתאימים לייצור המוני של רכיבים מדויקים.
- עלות ייצור זולה ביחס לרמת הדיוק
מגבלות:
- תהליכים מורכבים: דורשים מספר שלבים של ציפוי, הקרנה, וחריטה.
- עיצוב הפריטים מוגבל לפריטים שטוחים ודקים, לרוב עד כ 15 מ"מ
- עלויות ייצור עלולות להיות יקרות בסדרות ייצור קטנות
- ייצור איטי בסדרות גדולות בהשוואה לחיתוך לייזר
מטאליטק וחריטה כימית
חברת מטאליטק מספקת רכיבים בטכנולוגיות פוטו-אצ'ינג וחריטה כימית בטיוואן. תהליכי הייצור מבוצעים בחדרים נקיים תחת תקן ISO13485, המבטיחים איכות ודיוק גבוהים במיוחד עבור מוצרים רפואיים.
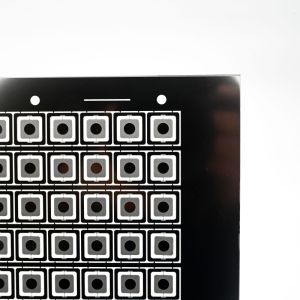
מתי כדאי לבחור במטאליטק לצריבה פוטוכימית?
צריבה פוטוכימית מתאימה לייצור חלקי מתכת דקים, מדויקים ומורכבים, ללא עיוות מכני וללא כלי חיתוך מסורתיים. התהליך מתאים לפתחים קטנים, רשתות, מגעים, דיסקיות, רכיבים אלקטרוניים וחלקים עדינים.
כדאי לפנות למטאליטק כאשר:
- נדרש ייצור חלקי מתכת דקים ומדויקים.
- יש צורך בצורות מורכבות או פתחים קטנים.
- חשוב להימנע מעיוותים של כבישה או חיתוך מכאני.
- הפרויקט דורש אב טיפוס מהיר או סדרות משתנות.
- החלק מיועד לאלקטרוניקה, מדיקל, אופטיקה או תקשורת.
- נדרשת התאמה גבוהה בין השרטוט לחלק הסופי.
מטאליטק מאפשרת לייצר רכיבי מתכת עדינים ברמת דיוק גבוהה ובגמישות ייצורית.



מאמרים בנושא זה

צריבה פוטוכימית: מבט מעמיק למגזר הרפואי
מה הם חמשת הפרמטרים שצריך לקחת בחשבון לפני שעוברים לייצור בטכנולוגיה? -איציק קרפל בעידן שבו הדיוק...